Mining conveyor belts
Mining conveyor belts are high-efficiency continuous transportation equipment used for conveying materials such as ore and coal to improve production efficiency.
Belt Width: 500–2000 mm
Speed: 0.8–5 m/s
Belt Length: 5–200 m
Conveyor Capacity: 50–5000 t/h
Belt Material: Wear-Resistant Rubber
Applications: Mining, Metallurgy, Power Plants, Ports
What are mining conveyor belts?
Mining conveyor belts are key equipment used in the continuous transportation of materials such as ore, coal, and rock in mining operations. Their function is to efficiently and stably transport materials from the extraction site to processing or storage areas via a circulating belt. In open-pit or underground mines, they can replace manual or vehicle-based transportation, enabling automated, long-distance, and high-capacity material transportation, significantly improving production efficiency and reducing costs. The thickness of mining conveyor belts varies depending on their application, load capacity, and material structure, typically ranging from 5mm to 40mm.
What are the advantages of mining conveyor belts?
Mining conveyor belts enable long-term transportation, reduce costs, mitigate mining risks, improve the environment, and adapt to complex terrain conditions. They can also be linked to automated equipment operation and remotely monitored to enhance management efficiency.
Efficient and continuous transportation significantly increases production capacity: Conveyor belts can operate 24/7, transporting daily volumes far exceeding those of trucks. For example, large open-pit mine systems can transport thousands of tons of ore per hour. Its linear transport design directly connects mining sites and processing plants, reducing transfer steps and material loss. A single conveyor belt can reach several kilometers in length, and with the help of an intermediate drive, it can transport materials over extremely long distances (such as across mountains or underground mines), reducing the complexity and cost of multi-stage transport.
Significantly Reduced Operating Costs: Electric drive consumes over 50% less energy than diesel trucks, resulting in a significant cost advantage per unit of transport. The conveyor belt's simple structure and low failure rate mean maintenance costs are only one-third to one-half of those of truck-based transport. Automated control reduces labor requirements, requiring only a small number of supervisors per conveyor belt, reducing labor reliance.

Improved Safety and Reliability: By replacing truck transport, conveyor belts reduce the risk of miners working in hazardous areas such as steep slopes and landslides. Dust covers or enclosed passages reduce dust pollution and improve the working environment. Integrated sensors and IoT technology monitor belt status in real time, providing early warning of failures and avoiding unplanned downtime.
Adaptable to Complex Terrain and Working Conditions: Conveyor belts can be designed with curves, slopes, or tunnels to adapt to complex terrain, such as mountainous areas and underground mines, reducing road construction costs. High- and low-temperature-resistant, corrosion-resistant materials enable stable operation in environments ranging from -40°C to 60°C, adapting to diverse climates. Furthermore, it can transport a variety of materials, including ore, coal, and tailings, with some designs even supporting mixed transport.
Intelligent and automated integration: The conveyor belt can be linked with equipment such as excavators and crushers, achieving full process automation. Big data analysis of transport volume and energy consumption can optimize operating parameters and further reduce costs. Remote monitoring and operation capabilities reduce on-site personnel requirements and improve management efficiency.

Mining conveyor belts types
Mining conveyor belts can be selected from steel cord conveyor belts, tubular conveyor belts, fabric core conveyor belts, and heat-resistant and cold-resistant conveyor belts according to the requirements of the working conditions.
Steel cord conveyor belts: These Mining conveyor belts typically have a thicker thickness range, customized based on conveying requirements and load capacity, typically exceeding 10mm. They offer exceptional strength and wear resistance, capable of withstanding heavy loads and long periods of continuous operation, and exhibit excellent tensile strength. Their high strength makes them particularly suitable for long-distance transport in large mines, reaching distances of several kilometers or more.
Tubular conveyor belts: These belts offer a relatively moderate thickness, balancing tubular shape stability with transport efficiency, typically between 6 and 12mm. Its notable feature is that the belt can be rolled into a tube for enclosed transport, effectively reducing spillage and dust pollution during transportation, thus protecting the environment. It is suitable for short- to medium-distance conveying requiring enclosed transport, such as in underground mines or areas with strict environmental requirements. Conveyor belts typically range from a few hundred meters to several kilometers.

Fabric core conveyor belts: Mining conveyor belts are relatively thin, lightweight and flexible, typically ranging from 3 to 8 mm, making them easy to install and maintain. Their lightweight design offers low cost and is suitable for transporting light to medium-load materials over short to medium distances. They are primarily used for short- to medium-distance material transportation, such as within mines or mineral processing plants, typically within a few hundred meters.
Heat- and cold-resistant conveyor belts are generally thicker to enhance their heat resistance, and may be 8-15mm or thicker. Heat-resistant conveyor belts offer excellent heat resistance, maintaining stable physical and chemical properties in high-temperature environments to ensure normal operation. They are suitable for transporting materials in high-temperature locations such as smelters. Cold-resistant conveyor belts offer excellent cold resistance, maintaining stable physical and chemical properties in extremely low-temperature environments such as polar mining areas to ensure normal operation. Conveyor distances vary depending on specific operating conditions and requirements, and can cover short to medium distances.
Mining conveyor belts product showcase

Mining conveyor belts structure diagram
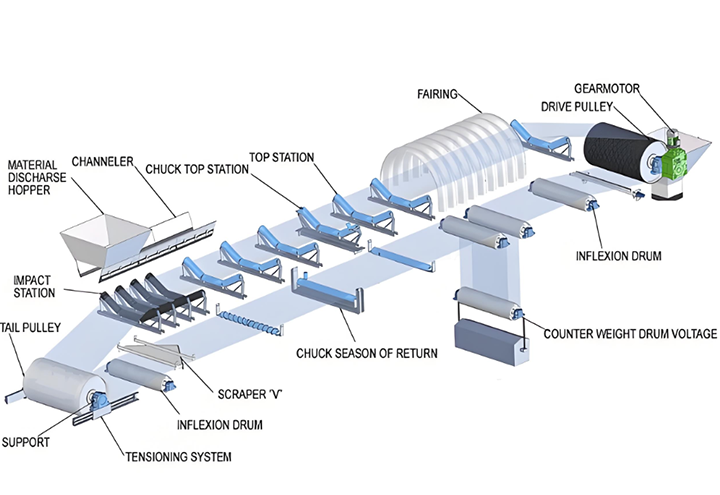
Mining conveyor belt systems consist of a discharge hopper, drive roller, tensioning device, redirecting roller, tail pulley, support and buffer idlers, and a cleaner. Their function is to achieve continuous and stable material transport by using head and tail drives and redirection, with the idlers supporting the conveyor belt under appropriate tension provided by the tensioning device. The cleaner is responsible for removing adhering materials, ensuring stable and efficient operation of the equipment, thus meeting the heavy conveying needs of mines.
Mining conveyor belts parameters
| adoption | (taxonomical) form |
type (Belt/Strong) N/mm) |
Belt Dimensions | Belt width (mm) | |||||||||||||
| number of plies | core species | Cover rubber thickness (mm) |
Belt thickness (mm) |
Reference weight (kg/㎡) |
500 | 600 | 700 | 750 | 800 | 900 | 1000 | 1050 | 1200 | ||||
| surface | underside | ||||||||||||||||
|
Cut-resistant For large-bulk transport |
Monoply Belt™ | L(250) | 1 | NS: Nylon special woven canvas | 4.0 | 3.0 | 8.6 | 10.1 |
✓ |
✓ | ✓ | ✓ | ✓ | ||||
| SL(315) | 4.0 | 3.0 | 9.1 | 10.9 | ✓ | ✓ | ✓ | ✓ | ✓ | ||||||||
| M(400) | 4.0 | 3.0 | 9.6 | 11.4 | ✓ | ✓ | ✓ | ✓ | ✓ | ||||||||
| 6.0 | 3.0 | 11.6 | 13.8 | ✓ | ✓ | ||||||||||||
| H(500) | 4.0 | 3.0 | 9.9 | 11.6 | ✓ | ✓ | ✓ | ||||||||||
| 6.0 | 3.0 | 11.9 | 13.6 | ✓ | ✓ | ✓ | |||||||||||
| Rock Belt™ | No.0 | 2 | NS: Nylon special woven canvas | 6.0 | 3.0 | 11.9 | 13.7 | ✓ | ✓ | ✓ | ✓ | ||||||
| No.1 | 6.0 | 3.0 | 11.9 | 13.7 | ✓ | ✓ | ✓ | ✓ | |||||||||
| No.2 | 6.0 | 3.0 | 12.8 | 13.7 | ✓ | ✓ | ✓ | ||||||||||
Applications of Mining Conveyor Belts
Mining conveyor belts are widely used in various mining operations due to their high efficiency, durability, and high load-bearing capacity. These applications mainly include the following aspects.
Coal mining: Transporting raw coal from the working face to the coal washing plant or coal storage yard, meeting the continuous conveying needs of underground or open-pit mines.
Metal mining: Transporting ores such as iron, copper, and gold, particularly suitable for long-distance, steep, or complex terrain transportation, replacing traditional trucks and reducing costs.
Sand and gravel aggregate yards: Transporting crushed stone and sand from quarries or sand mines to processing lines or stockpiles. Their wear-resistant design can handle high-impact materials.
Underground operations: Explosion-proof and flame-retardant conveyor belts are used in deep mines to ensure safe transportation in gassy environments. Ore dressing and tailings handling: Connecting to crushing and screening equipment, or conveying tailings to landfills. Corrosion-resistant materials are suitable for humid and chemical environments.

Mining conveyor belts solutions
For long-distance, high-volume operations, high-strength steel wire rope core belts can be used, equipped with high-power frequency conversion drives and automatic tensioning systems to ensure smooth start-up and efficient transmission. For high-wear and impact operations, heavy-duty buffer beds and wear-resistant liners can be added at the material drop point, and impact-resistant and tear-resistant conveyor belts can be used to effectively disperse impact forces and protect the belt. For wet and steeply inclined operations, herringbone or diamond-patterned anti-slip conveyor belts can be selected to increase friction and prevent materials from rolling back or spilling on inclined sections. In space-constrained and turning operations, vertical turning or customized turning conveyors can be used, achieving spatial bypass through special structural design and reducing transfer stations.

Mining conveyor belts prices
Mining conveyor belts prices vary depending on type and function. Standard rubber conveyor belts range from $20 to $50 per square meter and are suitable for light wear and short-distance transportation of coal, sand, and gravel. High-strength, wear-resistant conveyor belts cost $50 to $120 per square meter and typically contain a steel cord or multiple layers of reinforcement. They are suitable for long-distance transportation of heavy ores such as iron and copper ore. Heat-resistant/corrosion-resistant conveyor belts cost over $100 to $200 per square meter and are used in high-temperature environments such as cement mines and chemical mines. The specific price depends on factors such as material, size, and brand.
Key factors influencing price include material and size. Regarding materials, there are significant cost differences between PVC, rubber, and polyester fibers. Regarding size, these factors include belt width (typically 1-2 meters), belt length, and thickness (e.g., 10mm-20mm).

Mining conveyor belts manufacturer
As a mining equipment manufacturer, our company has advantages in the field of mining conveyor belts. Our company utilizes high-strength, wear-resistant rubber and a multi-layered steel cord/fabric core structure to ensure excellent tear resistance in heavy-load, high-impact mining environments, extending the service life by over 30% compared to conventional conveyor belts. We also offer highly customized solutions, customizing special models with features such as high-temperature resistance, anti-static properties, or flame retardancy to suit various operating scenarios, including underground and surface operations. Our belts offer widths ranging from 500 to 2000 mm and support customized conveying at high angles to meet diverse operating conditions. Leveraging over 20 years of technological expertise, we provide global customers with one-stop conveying solutions, from production to after-sales service.